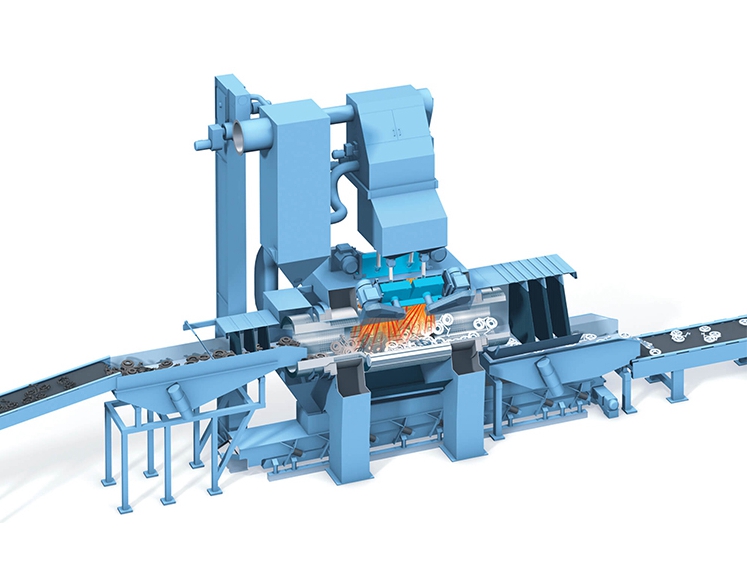
防腐拋丸機(jī)內(nèi)涂層生產(chǎn)線

2020-06-10 15:36:05

2155
內(nèi)涂層生產(chǎn)線")
1)預(yù)熱
鋼管在除銹前內(nèi)表面必須干燥、無(wú)油,管體溫度應(yīng)高于露點(diǎn)溫度5℃,如果低于露點(diǎn)溫度則需要預(yù)熱預(yù)熱溫度為40~50℃。
2)內(nèi)拋丸除銹
鋼管在進(jìn)行內(nèi)拋/噴丸處理前應(yīng)去除內(nèi)表面的油腥、污垢、焊渣、毛刺等,然后進(jìn)行拋/噴丸處理。
3)除銹后質(zhì)量檢測(cè)
除銹后的鋼管應(yīng)按照有關(guān)規(guī)定進(jìn)行檢測(cè),以達(dá)到除銹等級(jí)的要求。
4)切口
為了便于現(xiàn)場(chǎng)焊接,管體兩端要求一定的預(yù)留段,預(yù)留段長(zhǎng)度根據(jù)設(shè)計(jì)要求選定,一般為50~80mm,涂敷前按預(yù)留段寬度涂刷可去除性涂料。
6)固化
網(wǎng)管經(jīng)過(guò)內(nèi)涂敷后,送入固化爐進(jìn)行固化。
7)內(nèi)涂層質(zhì)量檢驗(yàn)
按照有關(guān)規(guī)定,對(duì)涂層質(zhì)量進(jìn)行檢測(cè)。
8)標(biāo)識(shí)
對(duì)合格的成品管進(jìn)行標(biāo)識(shí)。
廠家_拋丸清理機(jī)_吊鉤,通過(guò)式拋丸機(jī)-青島青工機(jī)械有限公司")

 魯公網(wǎng)安備 37021102001299號(hào)
魯公網(wǎng)安備 37021102001299號(hào)