摘 要: 南鋼中厚板卷廠
拋丸機作為機電一體化產品由德國迪砂公司引進,為該廠正火-回火熱處理生產線的重要配套設備。本文結合工藝流程介紹了拋丸機具體設備,并對系統軟硬件結構進行了詳細描述,針對現場實際問題給出了具體解決方案。
關鍵詞: 拋丸機; 拋丸流程; 星-三角; 安全聯鎖; 測厚儀; 傳輸系統
中圖分類號: TP273 文獻標識碼: A 文章編號: 1009-8631(2012)09-0048-02
引言
利用拋丸技術清理零件表面氧化皮及銹蝕是一種較為先進的表面清理方法,它具有一次性投資少, 成本低, 無污染, 效率高和質量可靠等特點[1]。我廠的拋丸機主要用來對鋼板進行入熱處理爐前的表面處理和檢查,以防氧化鐵皮帶入爐內造成爐底輥結瘤,劃傷鋼板表面。
1工藝總體簡介
1.1設備描述
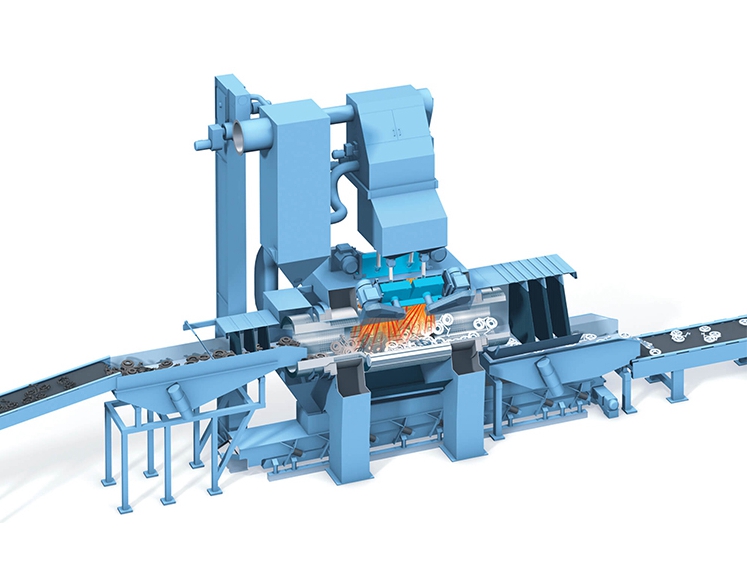
拋丸機組主要包括拋丸機輥道及本體焊接結構、丸料篩選裝置、若干個丸料分配與輸送裝置、8臺上下布置與水平線成45°的拋丸器、可升/降的丸料收集刮板和清掃毛刷、斗式提升機、氣動給料閥門控制機構,以及丸料的凈化及除塵設備等。拋丸機設備如圖1所示。
1.2工藝流程
總體來說,拋丸機的工藝流程主要分為3大部分:
啟動—>拋丸—>停機
在開機前需確認以下幾點:
1.拋頭蓋關上;2.料斗內丸料充足;3.急停按鈕關閉;4.維修門關閉并鎖上;5.壓縮空氣連接良好。
啟動設備可自/手動,順序如下:
先啟動除塵設備,而后是斗提機及篩選裝置,接著由下至上依次啟動各個螺旋輸送器,較后是吹掃風機。完成后丸料循環系統開始運行,可以進鋼板了。停機時順序與之相反。
拋丸時在手動模式下,輥道傳送與拋頭開閉,及提升裝置的位置需人工設定。其余同自動模式。工藝流程如圖2所示。
在自動生產模式下,鋼板沿圖中方向以設定好的速度穿過整個拋丸機組;在入口處裝有測厚儀記錄鋼板實時厚度,在鋼板到達拋頭區域時,程序控制給料氣動閥打開,丸料即由拋丸器的葉片帶動以極高的速度打向鋼板,給其表面進行拋光。鋼板經過拋丸區后繼續前進,刮板和清掃裝置根據先前記錄的實時厚度,提升到相應位置對鋼板進行清掃,較后將其送出拋丸機。
拋丸后的丸料及雜物,靠自重落入下部的丸糟中,通過螺旋輸送器送到丸料提升機的地坑里,丸料經提升機皮帶上的刮斗提升到機組上方,再輸送到篩選裝置將大的氧化鐵皮及其雜物篩選出來,丸料及粉塵從篩子上落下,此處由于抽風機的作用,將丸料中的碎丸粒子粉塵隨風帶走,正常丸料又回到丸料分配倉內繼續循環使用。
2 控制系統設計與具體解決方案
2.1硬件組態
拋丸機的電氣控制系統由1套S7-300PLC及遠程I/O、MP277操作面板、PC上位機,1臺西門子變頻器及相應的強電控制回路組成。PLC采用STEP7 V5.3軟件進行編程, 上位機和操作面板分別采用Wincc6.2和Winccflexible2004進行人機界面編程。PLC控制柜在操作室旁,操作面板、變頻器及遠程I/O則在現場。系統組態如圖3所示:
PLC采用CPU314作為中央處理單元,電源模塊采用PS3075A電源, I/O模塊為3塊SM321-1BL數字輸入模塊和1塊SM322-1BL數字輸出模塊,CPU除處理器外附加1塊24位數字輸入/12位輸出模塊和1塊模擬量5路輸入/2路輸出模塊。
2.2拋丸機電機控制設計
拋丸器電機為8臺AC37kW電機,采用繼電器控制回路,啟動方式為星-三角,啟動信號由程序給出。拋頭在工作時長期開啟,保證砂料供應。其它如提升機電機、分離器電機、螺旋輸送器電機的控制為直接啟動控制,由于這些電機停止都會造成砂料堵塞,所以在電機轉軸上都設立一個接近開關檢測電機是否正常運轉,一旦檢測到停轉則將整個拋丸機系統停止,保護設備不受損壞[2]。
2.3系統安全聯鎖設計
在PLC控制柜中,有2個專用于急停控制的繼電器用來保護人身和設備的安全。安全控制回路所有信號都由硬線串聯,回路中主要接入了現場和操作臺的急停按鈕和安全門信號。安全門分為檢修安全門和控制防護門,檢修安全門位于拋丸室本體兩側,檢修安全門上側限位開關在工作中必須關閉到位;控制防護門為拋頭電機端蓋,在此處同樣裝有限位開關以檢測是否關閉防止鐵沙礫飛濺傷人。一旦這些信號消失,安全回路將立即切斷PLC控制電壓,并發出報警。
2.4測厚裝置與鋼板傳輸系統設計
在鋼板入口處裝有對射式掃描測厚裝置,原理如下圖:
如圖,該裝置其實是一種特殊的光電傳感儀器,發送端發射數道平行光線至接收端,鋼板在經過光柵時,會擋住一部分光線,信號經處理器光電轉換后送入PLC作為開關量輸入;若厚度不同,則輸入也不同,程序對輸入狀態字編碼后即為實際厚度。
本項目的鋼板傳輸系統非常有特色,系統將工作區域平行分為一個個間隔(從圖2可見),在拋丸機輥道上安裝有編碼計數器;每轉1/5周計數器就會發出一個脈沖信號,畫面跟蹤前移一格,因此根據輥徑計算得出每個間隔距離為138mm。在程序中設有兩個寄存器,分別為高度寄存器和位移寄存器,每當跟蹤前移一格,程序就向高度寄存器和位移寄存器中同時寫入數據,工作流程如下圖:
由上圖可見,通過輥道計數器,跟蹤模型有機地將鋼板的厚度和位移結合起來,將一塊完整的鋼板看作為一塊塊厚度不同的局部組合,較大程度地模擬了真實工況,提高了操作精度(跟蹤只在向前轉時有效)。此外在拋丸后用刮板和清掃裝置清除鋼板表面丸料時,還可根據厚度的變化來動態調整裝置高度,不但可以獲得更好的拋丸質量,而且也起到了保護設備的作用。
3 結語
拋丸機自投入運行以來,該系統電氣系統設計合理,PLC系統運行穩定,安全可靠,故障率低;減輕了工人勞動強度,提高了生產效率,保障了熱處理線的連續生產,具有廣闊的推廣應用前景。
參考文獻:
[1] 盧永平.拋丸工藝及其管理. 汽車工藝與材料,2008,8(9);25-28.
[2] 徐雙文,魏世川.自動控制技術在拋丸機中的應用.一重技術,2006,5(2);49-50.
[3] 陸偉斐,王全先.西門子S7300PLC在火車輪拋丸機控制系統中的應用[J].機電工程,2008,25(8);102-104.


 魯公網安備 37021102001299號
魯公網安備 37021102001299號