鑄件清理對任何一家鑄造廠而言都是必要的生產工序之一。除了鑄件類型如尺寸、形狀、重量,和生產速度、產能要求等會影響
拋丸清理機的選擇,還有其他一些考量因素。各種造型工藝線生產出數以千計的鑄件類型和構造,相匹配的就有多種冷卻、落砂方式之組合。所有這些上游工序的工藝會影響清理要求。除此之外,下游的生產,如鑄件較終用戶的意見,也會影響鑄造廠對于拋丸清理設備的選擇.
鑄件進行拋丸清理的理想溫度較好是接近環境溫度,但每家鑄造廠的冷卻時間不盡相同,因此鑄件進入拋丸室的溫度差別也很大。因此
拋丸機在設計時碳硫分析儀,應考慮到用戶生產可能的較高溫度,假設客戶需要對如此極端高溫的鑄件進行清理,設計的拋丸機就必須符合這樣的要求,如此才能減少日后的維修,停機和其他包括操作安全隱患等問題。
一般鑄造廠用的拋丸機可處理表面溫度高度100°C 左右的鑄件。在這樣的溫度下,就不適宜用橡膠履帶輸送式拋丸機,而要選擇用鋼履帶式或錳鋼履帶輸送式拋丸機。在高的溫度,如高達175°C, 時,就必須輔以特殊耐高溫的密封,幕簾和提升機履帶。
這些高溫作業還會對設備維護提出特殊要求,熱的零件,熱的機器加之熱的磨料,對于設備維修、操作安全均是個挑戰.在這樣生產情況下,軸承的潤滑、輸送帶設計、易損件材料組成、通風和控制系統經常都需要更換。鏈條和其他非燃材料替代了橡膠密封、幕簾和履帶。因此,高溫鑄件會影響拋丸設備的選擇,適宜的設備才能滿足高效清理、安全生產和減少維護要求。
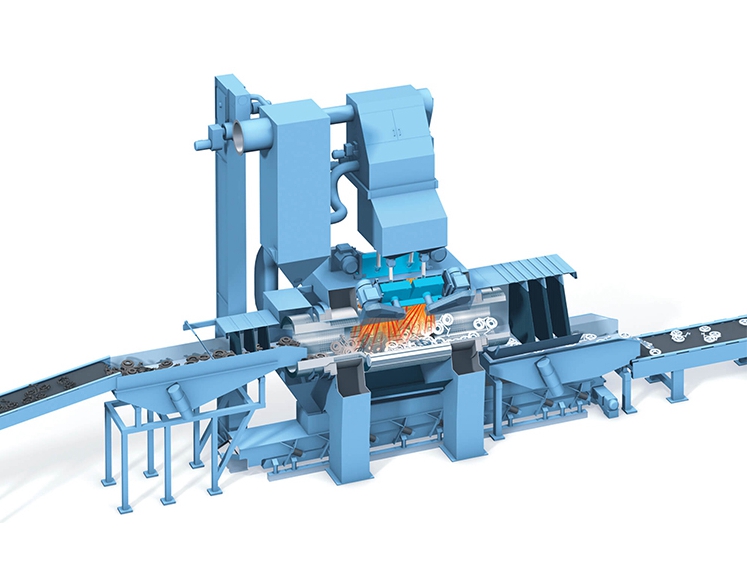
對于砂型鑄造,大部分的砂都是通過落砂這道工序清除掉。這有助于冷卻和減輕下一步拋丸除砂的工作量。也有一些鑄造廠,免掉了落砂工序,直接由拋丸機完成清砂任務。有時,進入拋丸室的鑄件上的砂或許比金屬本身還多,因此,對于這類應用,拋丸設備就需要設計帶有特殊的回收系統,處理拋丸過程中產生的大量砂料,隨后經由磁選分離器或風選式分離器將廢砂和圓形鋼丸磨料篩分開。
如選擇風選式分離器,就需用到一個雙層空氣吹落裝置,并配有二次磁選/風選設計。對于高溫型砂鑄件清理,就要慎選分離器,因為高溫會降低磁分選的效果。如處理實型鑄造模具,為提高清理覆蓋率,確保工件的所有表面均清理干凈,通常是將鑄模置于桌上或旋轉吊鉤籃子里,然后送入拋丸室,邊旋轉,邊進行清砂清理。
如在拋丸前要進行振動落砂,則通常選用一個振動裝置或滾筒。滾筒式落砂,使用翻滾介質,能減少附著在鑄件表面的型砂,便于隨后的拋丸清理。
在分析了上游工藝流程對于拋丸要求的影響,下一步就是選擇清理類別了,如批量式,或連續通過式,亦或單獨一個一個清理。一般批量式機型包括履帶式,吊鉤式,轉臺式拋丸機,其優勢在于拋丸時間可根據不同鑄件不同的結構、碳硫分析儀形狀、大小進行調節,可實現一次性清。
履帶式拋丸機是一種生產效率高的批量清理系統,鑄件可邊翻滾邊被清理干凈,且不損傷零件。自動上、下料進一步提高了產能。旋轉
吊鉤式拋丸機適宜于清理薄壁或易損、易碎件。轉臺式拋丸機適用于大型鑄件或那些不能被翻滾,吊鉤/鏈條無法承重或不容易固定其上的工件。
對于產量要求高的鑄造廠,通常會選擇連續式清理系統,包括連續履帶式拋丸機、連續滾筒式拋丸機、振動隧道式拋丸機和網帶
通過式拋丸機。對于大多數連續清理作業,特別是客戶要清理多種不同結構和大小鑄件,確定輸送系統尺寸和拋丸室容量就非常重要,這能較大限度減少返工的需要。連續式拋丸機尺寸的確定必須根據客戶要清理較重工件的重量,鑄件體積和平均每小時通過的噸位量。
無論是選擇連續式或批量式拋丸清理設備,鑄件密度是另一個重要考量因素,一些機種是設計用于清理特殊鑄件類型,如清理缸體、缸蓋的機械手式全自動拋丸機,人工拋丸機,清理制動鼓的斜帶式拋丸機,清理鑄管的旋轉輥輪式,清理缸體、缸蓋內部的帶自動噴嘴的走梁式和輥道式清理機。懸掛式拋丸機是結合了批量式和通過式兩種工件運送方式,適用于多種鑄件中、高產量的清理要求。
對于鑄造企業,較常見的工藝流程時落砂和切邊以后進行拋丸清理。有時,附著在鑄件上的射料澆口的清理與鑄件清砂一并進行;有時,澆口的清理則分開單獨一道工序清理。



 魯公網安備 37021102001299號
魯公網安備 37021102001299號